|
This page includes information ("Good Practice")
on the treatment of iron, as well as a section ("Understanding
Ironwork") to help you understand iron fence terminology. We also
provide information on a few of the more common fence manufacturers who sold to
cemeteries in the Southeast ("Brief
Synopsis of a few Cemetery Fence Companies").
Good Practice
Understanding Iron
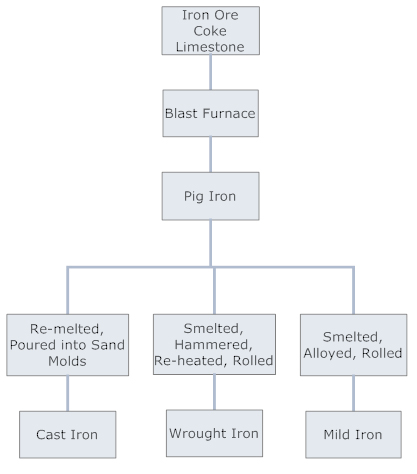
The two most common metals in
American cemeteries are wrought iron and cast iron. Understanding the
differences will help you better care for these materials.
Wrought iron
(sometimes called puddled or charcoal iron) is the traditional material of the
blacksmith. It is a mixture of nearly pure iron (less than 1% carbon) with up to
5% (but averaging about 2.5%) siliceous (glassy) slags that take the form of
linear fibers. It resists corrosion, is not brittle, and seldom breaks. It soft,
relatively malleable and easily worked. As a result it is often found as
delicate artwork.
Cast iron has a high
carbon content (usually around 3%) that is easily poured into molds -- resulting
in its use to replicate fence details. It is hard and brittle, and hence
unsuitable for shaping by hammering, rolling, or pressing. When fractured, cast
iron often has a gray, grainy appearance.
There are other metals found
in American cemeteries, such as mild steel (cheaper than wrought, but exhibiting
far less resistance to corrosion and unsuitable for repair work) and zinc
(sometimes mistakenly called white bronze).
Retention of Original Elements
Every effort should be made to retain all existing ironwork at
historic cemeteries, regardless of condition. Replacement with new materials is
not only aesthetically inappropriate, but often causes galvanic reactions
between dissimilar metals. When existing ironwork is incomplete, a reasonable
preservation solution to repair and maintain the remaining work rather than
add historically inappropriate and incorrect substitutes. If replacement is
desired, salvage of matching elements is preferred over recasting. Replication
is typically not an appropriate choice since it is by far the most expensive
course of action, and is often done very poorly.
Securing
Elements
 Owners of cemetery ironwork should be aware that there is a
growing illicit market for cemetery gates, fence sections, benches, and
ironwork. It is critical that you take steps to ensure that all materials are
appropriately secured against theft. There is an article that will help you
secure your gates
available from the National Park Service (and written by Chicora's director, Dr.
Michael Trinkley). The techniques in that article can also be adapted to secure
fence sections and other ironwork. A critical component of your maintenance plan
should be to inventory and photograph your resources -- so you know what you
have and, if necessary, can later identify elements as belonging to your
cemetery. Owners of cemetery ironwork should be aware that there is a
growing illicit market for cemetery gates, fence sections, benches, and
ironwork. It is critical that you take steps to ensure that all materials are
appropriately secured against theft. There is an article that will help you
secure your gates
available from the National Park Service (and written by Chicora's director, Dr.
Michael Trinkley). The techniques in that article can also be adapted to secure
fence sections and other ironwork. A critical component of your maintenance plan
should be to inventory and photograph your resources -- so you know what you
have and, if necessary, can later identify elements as belonging to your
cemetery.
What you never want to do is simply leave items leaning up
against a tree in the cemetery. If the ironwork looks abandoned it is an easy
target for thieves.
Painting
The single best protection of ironwork is maintenance -- and
this revolves around painting. In fact, many suggest that ironwork should be
repainted every five to 10 years, or at the first signs of rust. Rust happens
anywhere that you have iron, water (or moisture), and oxygen. Eliminate one of
the three and you've solved the problem -- but of course this is impossible;
while we can't prevent rust, we should strive to retard its return.
The first step is to evaluate the corrosion problem --
determine what is causing the corrosion. Once you figure out the problem, you
may be able to attack at least part of the problem through repair and
preventative maintenance.
Joints are especially vulnerable locations in ironwork --
water will be drawn into these spaces by capillary action and corrosion can be
very severe. Another problem area is where cast and wrought iron come into
contact since this creates corrosion from electrolytic action. Often you'll see
the cast iron top rail laid on a wrought iron connector being pushed up and
split by corrosion. Simply sealing this joint doesn't eliminate the problem --
it only seals in the moisture and corrosion continues unabated. It necessary to
stabilize (and often remove) the corrosion -- only then can the joint be sealed
(red lead putty was originally used, but today a
polyurethane-based, non-sag elastomeric sealant is
usually more practical).
Another problem occurs when ironwork is anchored in damp
stonework. As the iron rusts it expands to many times its original size,
exerting pressure on the stone and ultimately shattering the stone. Often the
ironwork was mounted into the stone using molten lead -- this combination, too,
can cause serious corrosion. Another, even greater, problem is found when iron
was mounted using molted sulfur -- this causes very rapid corrosion.
Consequently, sometimes the first step in painting is making necessary repairs
to help minimize future problems -- and a conservator can advise you on these
issues.
When problem areas are addressed, its time to think about
painting. But first you must deal with the existing corrosion. Just as in other
painting jobs the hard work comes in preparation -- not painting. There are
essentially two options -- remove the corrosion or convert the corrosion into
something stable.
Removing corrosion can be a daunting task, especially on
something as detailed and intricate as an iron fence or gate. Hand preparation
using a wire brush is good at removing bulk corrosion, but it is hard work and
leaves much corrosion untouched. An alternative that many select because of its
ease is abrasive cleaning. In general, conservators do not recommend this
approach. While cast iron is pretty hard, wrought iron is softer and the surface
can be easily roughened. Using abrasives also removes the mill scale, which is
iron's natural protective coating. If for some reason abrasive cleaning is
essential its advisable to use a soft abrasive, such as ground shell, at a low
psi. Final working pressure is not likely to exceed 60-70 psi with a working
distance of at least 12 inches.
 Once cleaned of corrosion it is critical that a rust inhibitor
be applied quickly. There are a variety of suitable primers -- what is more
important than the choice is that two primer coats be applied. With one primer
coat it is almost impossible to produce a continuous film without pinholes. A
second coat is essential -- and works better than a second topcoat since it is
designed to inhibit rust from breaking through the final paint coat. Once cleaned of corrosion it is critical that a rust inhibitor
be applied quickly. There are a variety of suitable primers -- what is more
important than the choice is that two primer coats be applied. With one primer
coat it is almost impossible to produce a continuous film without pinholes. A
second coat is essential -- and works better than a second topcoat since it is
designed to inhibit rust from breaking through the final paint coat.
Your
paint should be an alkyd rather than latex and should be designed for use with
the primer you have selected. Some suggest the use of new generation epoxy
paints, which are very durable. They are very difficult, however, to remove and
should not be your first choice. In no case should the paint be applied thickly
-- this obscures detail and does not appreciably lengthen the lifespan of the
paint. In fact, thick paint can chip more easily than a thinner coat. An
appropriate color, lacking any other historic evidence, is flat black. Gloss
enamels should be avoided.
Another option is the use of a rust converter. These
paint-like products are applied directly to rusty metal after only minimal
surface preparation -- using light scraping and degreasing. Converters stabilize
the corrosion, converting the rust into a more stable chemical. A common
formulation is tannic acid, that reacts with rust to form a bluish-black ferric
tannate, combined with a polymer to consolidate the rust. The benefits of a rust
converter go beyond ease of use -- it is virtually impossible (even with
abrasives) to get into every crack and crevice of ironwork -- but a liquid
converter helps ensure that there are no hidden rust pockets. The
Canadian Conservation Center
tested a
range of products in 1992, finally recommending three. Unfortunately since that
time two have been replaced by untested products. The one product that is
still readily available is the
Rust-Oleam Rust Reformer, which we routinely use. Remember that after
conversion it is still critical to use an appropriate topcoat, following the
same instructions as offered above. there are no hidden rust pockets. The
Canadian Conservation Center
tested a
range of products in 1992, finally recommending three. Unfortunately since that
time two have been replaced by untested products. The one product that is
still readily available is the
Rust-Oleam Rust Reformer, which we routinely use. Remember that after
conversion it is still critical to use an appropriate topcoat, following the
same instructions as offered above.
Repairs
Repair may include reattachment of elements. Ideally repairs
should be made in a manner consistent with original construction. For example,
newel posts were often originally attached to the stone or masonry base using a
threaded rod packed in lead. When this assembly is loose, the ideal approach is
to replace the threaded rod using a 306 or 316 stainless steel rod and repacking
it using lead standing proud or an epoxy filler.
It may also be appropriate to use small stainless steel braces
with stainless steel nuts and bolts to reattach coping rails to posts. While
welding is often expedient (and may be better than inappropriate mending), this
approach causes a radical change to the fence. Once welded pieces are no longer
able to move with expansion/contraction cycles, there is a build-up of internal
stresses that may lead to yet additional structural problems.
In addition, while wrought iron is easy to weld because of its
low carbon content, cast iron, with its higher carbon content, is difficult to
weld. The reason that cast iron is so hard to weld without cracking is its
rigidity. When one small area is heated, causing it to expand, the unheated
areas resist -- and crack. An alternative is to braze cast iron since this
approach requires much less heat. Welding on cast iron should be done only by
firms specializing in this work and capable of preheating the elements.
When used, welds should be continuous (not spot) and ground
smooth. This will help eliminate any gaps or crevices where water can collect
and corrosion can take place. When finished, it should be difficult to
distinguish the weld -- the original metal should blend or flow directly into
the reattached part. Welds in wrought iron must also be the full depth of
the material and not just on the surface.


Fence Before Repair and Treatment
Fence After Repair and Painting
Understanding Ironwork
Fence
Styles
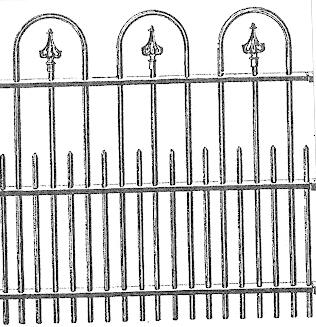
There are essentially three "styles" or types of fences
(although there are many sub-types or varieties).
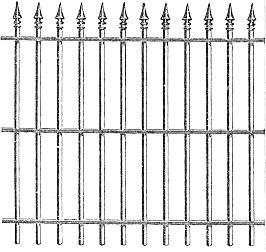
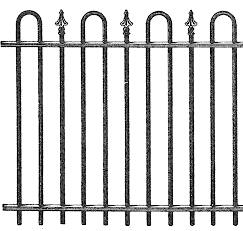
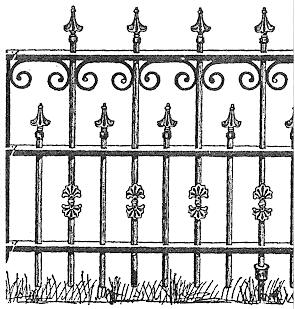
Perhaps the most common (at least today) are the wrought or
cast fences. These were manufactured by companies such as Stewart Iron Works
and consisted of either two or three wrought rails into (or onto) which were
attached various cast elements. These are often classified as picket (either
beveled or with special picket heads), hairpin, hairpin and picket, bow and
picket, and bow and hairpin, although a great variety of other designs
(short-long pickets, scroll, etc.) can be found. Posts were often of three
distinct types: line posts, panel, square/solid (usually cast), and open or scroll.
 Picket Picket
 Hairpin Hairpin
 Hairpin
and picket Hairpin
and picket
 Bow and
picket Bow and
picket
 Bow and hairpin
Bow and hairpin
 Scalloped
picket Scalloped
picket
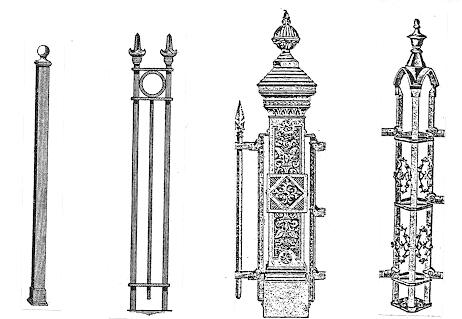
Post forms: line posts (solid, often wrought), panel posts,
square/solid (usually cast), and open or scroll.
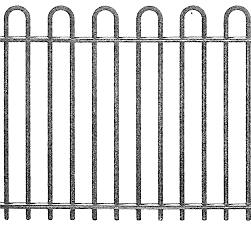
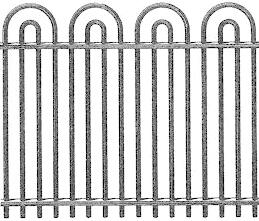
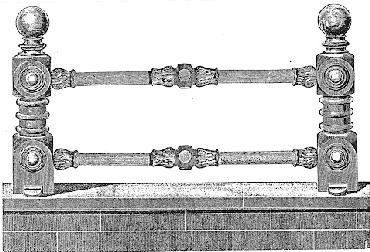 Found at many cemeteries are pipe fences,
also called "gas pipe fences" in many catalogs. There is much less information
about these designs, although many can be quite attractive. They often were
galvanized, frequently with white metal decorative elements. They may be found
set in stone posts using lead or in metal posts with a white Found at many cemeteries are pipe fences,
also called "gas pipe fences" in many catalogs. There is much less information
about these designs, although many can be quite attractive. They often were
galvanized, frequently with white metal decorative elements. They may be found
set in stone posts using lead or in metal posts with a white metal clip. They
may also be found as low fences set on stone walls (as in this line drawing).
metal clip. They
may also be found as low fences set on stone walls (as in this line drawing).
A third fence type is woven wire. These were the least
expensive and many were very intricate. Unfortunately they are also the least
well preserved, often being damaged by mowing and quickly corroding. A few may
still be found around family plots or individual graves (where they were often
only a hot high), as arbors and other decorative devices.
Sources of Replacement Fences
and Parts
There are likely many places that woven wire fencing can still be
found, but here are two sources we have identified on-line:
Hutchinson, Inc. (H-W Brand), 1228 Zimmerman Drive, Grinnell, IA 50112,
(800) 588-6155
American
Fence & Supply Co., 6612 Harborside Dr., Galveston, TX 77554, (409) 744-7131
Repair parts for decorative cast and wrought fences:
Lee Custom Iron, 508
East Frank St., Kalamazoo, Michigan 49007, (269) 290-4009
Texas Iron Fence
& Gate Co., PO Box 839, Decatur, TX 76234, (940) 627-2718
King Architectural
Metals, 6340 Valley View St., Los Angeles, CA 90620, (800) 542-2379
Wiemann Metalcraft,
639
West 41st St, Tulsa, OK 74107, (918)
592-1700
Heritage Cast Iron USA, 639 W 41st St., Tulsa,
OK 74107, (918) 592-1700
Repair parts for pipe rail fences:
Architectural Iron Co., P.O. Box 126, Milford, PA 18337, (800) 442-4766
One of the few original manufacturers,
Stewart Iron Works, is
still in business. While under new management, their past service has been
variable and often poor.
Brief
Synopsis of A Few Cemetery Fence Companies

Fence companies can often be identified by the shields they
placed on their gates. The example to the left is a shield for the American
Fence and Iron Works Co., Cincinnati, Ohio -- a company for which we have no
information at the present time. In some cases they can be identified by
distinct styles. And in other cases, some fence component is marked with a
catalog number that can be traced to a specific company In the example below
there is the number "114" at the base of the left gate post. Recording as much
detail as possible about the fence can sometimes
 help
you determine when the fencing was added and can even help you better understand
trade patterns for the local community. help
you determine when the fencing was added and can even help you better understand
trade patterns for the local community.
Champion Iron Fence Company -- Incorporated as Champion
Fence Company in 1876 by William L. Walker, James Young, William H. Young, B.G.
Devoe, and Henry Price with a factory on Franklin Street in Kenton, Ohio. The
works moved briefly to Pittsburgh,
 Pennsylvania in 1877, returning to Kenton in
1878. In 1878 it was incorporated as Champion Iron Fence Company. Date of
dissolution not know, but is post 1884 (History of Hardin County, Ohio).
In fact, the company provided the fence for the Iolani Palace
in Honolulu as late as 1892 (Hawaiian
Gazette March 1, 1892 page 11:1). Chicora Resources: copies of 1884 Illustrated Supplement Catalog; ca. 188_
Miniature Catalog No. 12. Pennsylvania in 1877, returning to Kenton in
1878. In 1878 it was incorporated as Champion Iron Fence Company. Date of
dissolution not know, but is post 1884 (History of Hardin County, Ohio).
In fact, the company provided the fence for the Iolani Palace
in Honolulu as late as 1892 (Hawaiian
Gazette March 1, 1892 page 11:1). Chicora Resources: copies of 1884 Illustrated Supplement Catalog; ca. 188_
Miniature Catalog No. 12.
Cleaveland Fence Co. -- This company, out of
Indianapolis, Indiana, was in business from at least 1893 through 1901 based on the information found thus far. In
was located for at least part of that time at 19 Biddle Street and employed
about 30 men. We haven't found any catalogs, but have identified this company's
fence at Magnolia Cemetery in Thomasville, Georgia. This example is of an ornate
wire fence with the company's name on its posts.
C. Hanika & Sons -- It appears that the company may
have begun in Celina, Ohio in the late nineteenth century. It continued to
operate through the early twentieth century, but was no longer in Celina by
1907. An ad from that date, however, places the firm, still doing business as C. Hanika & Sons Co., in Muncie, Indiana. It perhaps merged with other Hanika
family associated with the Muncie Architectural Iron Works, but appears under
the name Ca. Hanika & Sons by 1907. The firm either no longer existed by 1911 or
had merged with the Muncie Ornamental Iron Works (Celina Ohio Business
Directory; Mercer County, Ohio History; Emerson's Muncie Directory).
Chicora resources include only a 1907 advertisement for the firm in Muncie,
Indiana.
Cincinnati Iron Fence Company -- No corporate history
is available, but appears to have produced fences from the late nineteenth through
early twentieth centuries. Chicora resources include photocopied portions of
three catalogs, Catalogue No. 10, Price List from Catalogue No.
75 85, and Catalogue 19r.
Crockett Iron Works – Located in Macon, Georgia this
firm began in 1869. It remained a relatively small operation ,
using only 30 men in 1887. By the 1890s the firm had gone out of business. In
addition to fences, the firm also produced steam engines and cane crushers. ,
using only 30 men in 1887. By the 1890s the firm had gone out of business. In
addition to fences, the firm also produced steam engines and cane crushers.
Hinderer’s Iron Works
-- This firm was located on Camp Street in New
Orleans. Producing cast iron fences, benches, fountains, lampposts, and urns,
they are reported to have begun in 1884 and continued into the late 1920s.
Republic Fence & Gate Company -- No
corporate history is currently available, but this company was a major producer
of woven wire fences from its North Chicago, Illinois factory. While such
"ornamental" wire fences were less expensive, they also are often heavily
damaged, both by corrosion and also by lawn mowers. Fences for cemetery lots
were provided (with the company remarking in one catalog, "on account of the
advertising derived, we make special prices to Cemeteries, Churches and Public
Institutions") as well as trellis-fabric and "lawn border fabric" that is
sometimes found enclosing single graves, especially in African American
cemeteries. Chicora resources include one catalog, Republic Ornamental Fence
and Gates, Catalog No. 3 (n.d.).
Rogers Fence Company -- Incorporated in 1882 and first
appears in the Williams City Directory (Springfield, Ohio) in 1883. It continues
to be listed under that name through 1891. The name changed to Rogers
Iron Company in 1892 and was then succeeded by the William Bayley Company by
1905. This company continued in business (manufacturing steel and aluminum
windows and steel doors) through ca. 2000 (History of Manufactories of
Springfield, Ohio). Chicora resources: single advertisement in History of
Manufactories of Springfield, Ohio, showing a "bolted, clip and punched
wrought iron rail fence" of two different designs.
Sears Roebuck and Co. -- While the corporate history of
Sears is well know, we don't know when it entered the fencing business. It
appears, however, that Sears acquired its fences from other manufacturers and
installed a Sears label on the product (we are told, for example, that Stewart
Iron Works had a contract with Sears). Consequently, their fencing styles
appear to mirror other manufacturers, such as the Stewart Iron Works. Chicora
resources: 1921 Sears Roebuck and Co. Lawn and Cemetery Steel Picket and Wire
Fabric Fencing catalog.
Springfield Architectural Iron Works -- Located in
Springfield, Ohio, this
 firm
was organized in 1889 by Aaron J. Moyer. Mr. Moyer had earlier been the
Superintendent and Secretary of the Roger's Fence Company. How long the company
was in business is unknown. Sources: Portrait and Biographical Album of
Greene and Clark Counties, Ohio, 1890, Chapman Brothers. firm
was organized in 1889 by Aaron J. Moyer. Mr. Moyer had earlier been the
Superintendent and Secretary of the Roger's Fence Company. How long the company
was in business is unknown. Sources: Portrait and Biographical Album of
Greene and Clark Counties, Ohio, 1890, Chapman Brothers.
Stewart Iron Works Company -- This is one of the
largest manufacturers of iron fencing found in cemeteries. It began in 1886 in
Covington, Kentucky. By 1903 a portion of the company's work was housed in
Cincinnati, although this operation closed in 1914. Steward Iron Works is still
in operation today, using it original patterns and performing repair on old iron
fencing as well as manufacturing new fencing ("Stewart Iron Works, A Kentucky
Centenary Company" in Northern Kentucky Heritage). Chicora resources
include ca. 1910 Catalog No. 60-A; 1928 Cemetery Fences and Entrance Gates
(AIA File 14-K); 1928 Fences and Gates for Every Purpose; modern (ca.
2001) catalogs.
Valley Forge -- Began in 1873 and is reported to have
manufactured wrought steel fences exclusively. In 1901 the proprietor was H.O.
Nelson and the
 company was located in Knoxville, Tennessee. It appears to have
ceased operation ca. 1903. (Kephart's Manufacturers of Knoxville, Tennessee;
Knoxville City Directories). Chicora resources: only an add from the 1902
Knoxville City Directory, no catalogs. company was located in Knoxville, Tennessee. It appears to have
ceased operation ca. 1903. (Kephart's Manufacturers of Knoxville, Tennessee;
Knoxville City Directories). Chicora resources: only an add from the 1902
Knoxville City Directory, no catalogs.
Valley Iron Works -- Began in 1872 and continued in
operation until 1876. Located in Mercer County, Ohio and was apparently also
known as the Sharon Iron and Brass Foundry (History of Mercer County).
W.A. Snow Iron Works -- located in Chelsea,
Massachusetts, no other corporate history currently available. Chicora resources
include a copy of the 1915 Wrought Iron Fences and Gates catalog. This is
one of the few catalogs we have seen which also illustrates several varieties of
woven wire fabric fences found in cemeteries.
Wood & Perot -- Robert Wood began business as a blacksmith in 1838,
but soon expanded into cast iron work. From 1857 to
1865, the firm was known as Wood & Perot. After 1865, it was again only Robert
Wood & Co. until they filed for bankruptcy, about 1878. Wood & Perot was based
in Philadelphia, but a branch called Wood, Miltenberger & Co. was based in New
Orleans and it appears this New Orleans firm distributed a number of items using
the Wood & Perot stamp (in at least one document it was described as a
“branch”). The firm was responsible for a large number of fence designs, as well
as various furnishings, such as urns and benches. Perhaps of most interest are
the iron family vaults they constructed.
-- Robert Wood began business as a blacksmith in 1838,
but soon expanded into cast iron work. From 1857 to
1865, the firm was known as Wood & Perot. After 1865, it was again only Robert
Wood & Co. until they filed for bankruptcy, about 1878. Wood & Perot was based
in Philadelphia, but a branch called Wood, Miltenberger & Co. was based in New
Orleans and it appears this New Orleans firm distributed a number of items using
the Wood & Perot stamp (in at least one document it was described as a
“branch”). The firm was responsible for a large number of fence designs, as well
as various furnishings, such as urns and benches. Perhaps of most interest are
the iron family vaults they constructed.
W.T. Barbee Fence Works -- This company was apparently
located in Chicago, Illinois (the address varies with time), with another
factory in
 Lafayette,
Indiana. They were in business by at least 1901, but ceased production sometime
between 1923 and 1928. Lafayette,
Indiana. They were in business by at least 1901, but ceased production sometime
between 1923 and 1928.
|

